



1、 门 窗 选 型
首先,请仔细审阅工程图纸,依照图纸式样的要求确定所需窗的类型和数量,并结合当地风压值、 洞口尺寸大小、楼层高度等因素确定选用型材及加强筋的厚度。
2、 门 窗 设 计
按照辽沈型材的下料规格,进行优化下料设计,包括玻璃、五金件、钢衬、胶条、毛条等辅助配件 的选定,进行下料设计,制成下料工艺单。
3、 型材切割、铣排水孔、锁孔
a. 主型材下料一般采用双斜锯下料。料的每端留2.5mm-3mm做焊接余量,下料公差应控制在1mm以 内,角度公差控制在0.5度以内。
b.框型材要铣排水孔,扇型材一般要铣排水孔、气压平衡孔及散热孔。要求排水孔的直径为5mm, 长 为30mm, 排水孔不应该设置在有增强型钢的腔内,也不能穿透设置增强型钢的腔室。
c. 如果要安装传动器和上门锁,要铣锁孔。
4、 增强型钢的装配
当门窗构件尺寸大于规定的长度(300mm)时,其内腔必须加增强型钢。另外,对五金件装配处及 组合门窗拼接处必须加人增强型钢,增强型钢的装配在不影响焊接的部位预先插入并固定,增强型钢不得 弯曲小于1mm/m, 在十字型和T型连接部位的型钢应在型材熔融后焊板刚刚提起对接刚开始时插人,待焊后 固定。增强型钢是通过紧固件使PVC型材钢性增强的,固定每根增强型钢的紧固件不得少于3个,其间距不 大于300mm, 距型钢端头不大于100mm。
5、 焊 接
焊接时设置焊接温度为250-265℃(根据设备的实际情况做适当调整),进给压力0.3Mpa-0.35Mpa, 夹紧力0.4Mpa~0.6Mpa, 熔融时间25~30秒,冷却时间25~30秒。
6、 清角、装胶条
a. 清角分手工清角和机械清角,焊接后,一般冷却30分钟后方可开始清角。
b. 将清角后的框、扇及玻璃压条,按照要求安装不同类型的胶条。框、扇胶条接口应在框扇的上方 中间部位;胶条长度应长出2%左右,防止胶条回缩。
7、五金件的装配
塑料门窗成品由框与扇两者通过五金件等装配而成。五金件装配的原则是:要有足够的强度、正确 的位置,满足各项功能以便于更换,五金件固定在插入的增强型钢上,五金件固定不能用普通木螺钉, 一般采用φ4mm的自攻螺钉,五金件的安装位置也要严格按标准执行。
8、玻璃安装
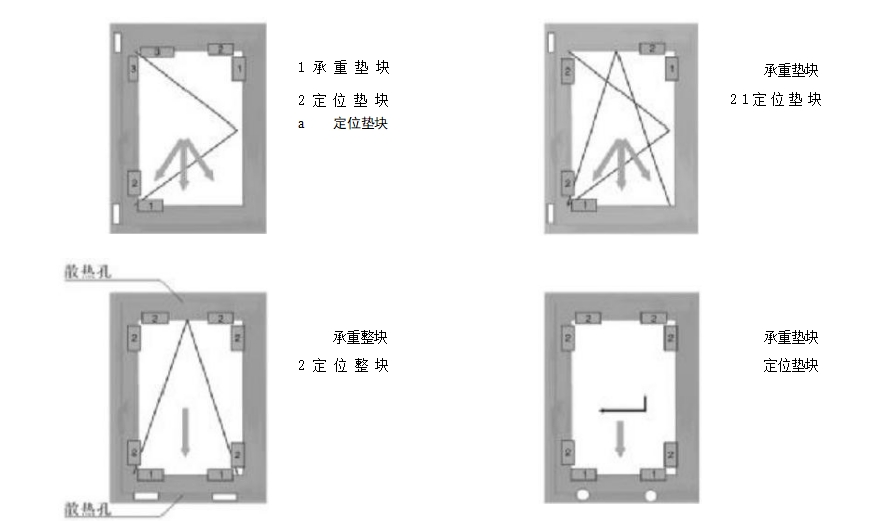
在要安装玻璃的部位,先放入玻璃垫块,将切割好的玻璃放在垫块上,然后通过压条将玻璃固定夹紧, 双层窗受力部位(上侧)也要加入玻璃垫片,防止上框下垂变形,详见后图。
9、成品质量检验
塑料门窗组装完毕,要进行严格的质量检验。
(1)外观检验:门窗表面应光洁,无气泡和裂纹,颜色均匀、焊缝平整,不得有明显伤痕、杂质等缺陷;
(2)外观尺寸检验:严格控制门窗质量在国家行业标准允许偏差内;
(3)密封条装配应均匀,接口严密,无脱槽现象;
(4)压条装配应牢固,转角部位对接处的间隙应不大于1mm, 不得在同一边使用两根或两根以上压条;
(5)五金配件安装位置正确、数量齐全、安装牢固;
(6)连续生产过程应定期测试焊角强度(平均值不低于35MPa, 最小值不得小于30MPa) 。 如有不 合格者,应查明原因,及时解决,确保成品质量;
(7)除上述常规检验外,还要定期对成品进行力学和物理性能检验。
玻璃垫片及散热孔位置示意图
上一篇: 重磅喜讯!我司核心产品,顺利通过省级监督检验部门抽检,所有项目全部合格!
下一篇: 没有了




